کنترل اتوماتیک کنترل PLC کنترل رول پانل ریخته گری رول پانل رول تشکیل ماشین
پارامتر اصلی
| نام | نام مدل | مقدار | اطلاعات تکنیکی |
| 1. سیستم Decoiler | بازو نوع اتوماتیک لغزنده (با کنترل فراصوت) | 1set | بازو، هیدرولیکی در حال گسترش، موتور الکتریکی به طور فعال ورق را آزاد می کند، با چرخش کویل و فشار دادن بازو. |
| 2. سیستم تشکیل اصلی | دستگاه برش قبل از برش | 1set | مواد 1.Roller: فولاد No.45 با رنگ کروم سخت سطح. 2. مواد شفت غلتکی: No.45 3. نوع ساختار نوع ساختار غلتکی: ستون راهنمای 4. راننده موتور راننده دنده سرعت چرخ دنده، دنده عقب / جلو به وسیله زنجیره ای، بخشی از غلطک های بالا / پایین که توسط چرخ دنده ها هدایت می شود 5. تراشیدن مواد تیغه Cr12 درمان تمیز 6. مواد خمیر پانچ تصفیه فولاد No.45 با درمان نیترید. |
| دستگاه راهنمای تغذیه | 1set |
| دستگاه پوشش فیلم | 1set |
| رول تشکیل سیستم | 1set |
| فشار دادن سیستم | 2set |
| دستگاه برش برش | 1set |
| پوشش ایمنی کامل | 1set |
| 3. سیستم خروجی | جدول پشتیبانی | 2set | برای حمایت از صفحه پایان یافته |
| 4. سیستم هیدرولیک | 1set | ایستگاه هیدرولیک جدا شده برای ماشین اصلی و decoiler. |
| 5. سیستم کنترل الکتریکی | 1set | 1. PLC کنترل، رمزگذار اتوماتیک برش در طول 2. مرحله عملیات: صفحه نمایش لمسی + دکمه 3. فرکانس AC برای تنظیم سرعت |
جزئیات اطلاعات
Decoiler
دکمه ای 5T دستی
ویژگی ها: پایه و پایه دو جزء decoiler است، پایه را از طریق دستگاه مکانیکی به صورت دستی گسترش می دهد، پس از ثابت کردن سیم پیچ به مامورل، سپس سیم پیچ را با پایه ی مامورل به هم متصل کنید.
قدرت: هیچکدام؛
قدرت باز و بسته شدن قطعات: مکانیکی؛
قدرت چرخش بخش: با تشکیل سیستم؛
تعداد بخش: 4pcs؛
محدوده توسعه بخش: 460 ~ 520mm؛
ارتفاع مرکزی محور: 0.65 متر؛
سرعت تغذیه: بستگی به سرعت رول ماشین تشکیل شده است.
رول ماشین تشکیل
غلطک: طراحی توسط مهندسین ارشد با نرم افزار Auto-cad، ساخته شده با 45 # فولاد درجه بالا توسط ابزارهای CNC و پوشش داده شده با کروم سخت؛
شفت: ساخته شده با 45 # درجه فولاد با ابزارهای CNC؛
قاب پشتیبانی: دیوارهای فولادی جهت هدایت پایه تشکیل پایه بلبرینگ؛
نه از ایستگاه های غلتکی: تا 18 گروه
مواد غلطک: درجه بالا 45 # فولاد جلا و پوشش داده شده با کروم HRC55-60 °
مواد شفت: درجه بالا 45 # فولاد جلا و پوشش داده شده با کروم HRC55-60 °
قطر شفت: 70 میلیمتر
ضخامت قاب قاب: 14 میلیمتر
قاب پایین: 36 # فولاد H بخش
دستگاه برش
تابع: عمل برش توسط PLC کنترل می شود. ماشین اصلی به طور خودکار متوقف می شود و برش انجام می شود. پس از برش، ماشین اصلی به طور خودکار شروع خواهد شد.
منبع تغذیه: ایستگاه هیدرولیک؛
قاب: قاب فولادی جوشکاری؛
سوئیچ سکته مغزی: سوئیچ فتوالکتریک بدون تماس؛
برش پس از تشکیل: برش ورق بعد از تشکیل رول به طول مورد نیاز؛
اندازه گیری طول: اندازه گیری طول اتوماتیک.
سیستم هیدرولیک
ایستگاه هیدرولیک
این توسط پمپ روغن چرخ دنده کنترل می شود. پس از پر کردن روغن هیدرولیک به مخزن روغن هیدرولیک، پمپ درایو دستگاه برش را برای شروع کار برش آغاز می کند.
تجهیزات مسابقه: سیستم شامل مجموعه ای از مخزن هیدرولیک، مجموعه ای از پمپ روغن هیدرولیک، دو لوله هیدرولیکی و دو مجموعه از شیرهای الکترومغناطیسی است.
اجزای اصلی اجزای سیستم هیدرولیک نام تجاری برای اطمینان از ثبات و عمر، اجتناب از نشت.
نیروی اولیه را از طریق یک مخزن نفت بسته به CUT وارد می کند. این بدون برش است، که می تواند قدرت را نجات دهد.
سیستم کنترل الکتریکی
اندازه گیری خودکار طول: یک واحد ابزار اندازه گیری طول است که به آرامی بر روی سطح ورق فولاد فشرده؛ عضلات با سرعت حرکت ورق فولادی رول می شوند و سپس برای اندازه گیری طول آن حس می کنند. عدم قطعیت طول می تواند به راحتی اصلاح شود.
اندازه گیری خودکار مقدار؛
PLC برای کنترل طول و کمیت استفاده می شود. ماشین به طور خودکار به طول برسد و زمانی که مقدار مورد نیاز به دست می آید متوقف شود؛
پانل کنترل: سوئیچ نوع دکمه ای، طول صفحه نمایش و مقدار LED؛
واحد طول: میلیمتر؛
موتور بیش از بار، سیستم بیش از جریان، اتصال کوتاه حفاظت عملکرد؛
نمایش طول کل و تعداد کل تولید شده.
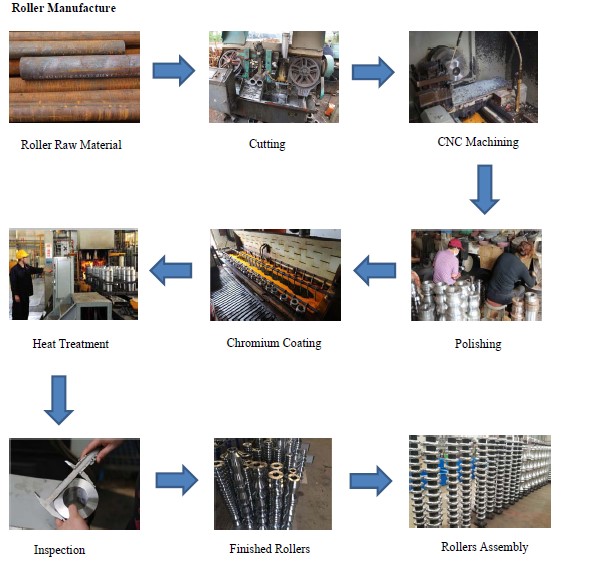
جریان فرآیند


 پیام شما باید بین 20 تا 3000 کاراکتر باشد!
پیام شما باید بین 20 تا 3000 کاراکتر باشد! Persian
Persian

























